การเชื่อมไฟฟ้า
การเชื่อมไฟฟ้า
การเชื่อมไฟฟ้าด้วยลวดเชื่อม (SMAW) คือกระบวนการเชื่อมที่อาศัยความร้อนจากการอาร์คระหว่าง ลวดเชื่อมโลหะมีสารพอกหุ้มกับชิ้นงาน ทำให้ลวดเชื่อมและชิ้นงานบริเวณการอาร์คหลอมละลายรวมตัวกันเป็นแนวเชื่อม และสารพอกหุ้มจะเกิดเป็นก๊าซ และสแล็ค ปกคลุมแนวเชื่อมจากบรรยากาศภายนอก
การเลือกใช้ธูปเชื่อม ให้เหมาะสมกับชนิดเหล็กและขนาดชิ้นงาน ซึ่ง วิธีการเลือกใช้งาน ให้ดูจากคำแนะของผู้ผลิตธูปเชื่อม ที่พิมพ์คำแนะนำไว้ข้างกล่องธูปเชื่อม เช่นยี่ห้อ , เกรดเหล็กที่ใช้, ขนาดและความยาวของธูปเชื่อม, ขนาดกระแสที่แนะนำให้ใช้ในแต่ละท่าเชื่อม
การให้ความร้อน ก่อนการใช้ธูปเชื่อมให้ทำการอบลวดเชื่อมก่อน เช่นลวดเชื่อม L-55 ต้องอบทิ้งไว้ก่อนใช้งานประมาณ 60 นาทีที่อุณหภูมิประมาณ 300~350 C ตาม spec. ผู้ผลิตของลวดเชื่อมชนิดนี้ ส่วนลวดเชื่อมชนิดยี่ห้ออื่นๆให้ดูจากคำแนะนำข้างกล่อง และจากข้อมูลแนะนำการเลือกใช้ธูปเชื่อมจาก SD-MT-11 วารสารเทคนิค 52 เรื่องน่ารู้เทคนิคเครื่องกล ชุดที่ 7 ในหน้า 85 ถึงหน้า 91
เทคนิคในการเชื่อมซึ่งจะแบ่งตามชนิดธูปเชื่อมและชนิดของเหล็กให้ดูรายละเอียดตามคำแนะนำการเชื่อมใน SD-MT-11 วารสารเทคนิค 52 เรื่องน่ารู้เทคนิคเครื่องกล ชุดที่ 7 หน้า 92 ถึงหน้า 101 เรื่องเชื่อมโลหะ
เครื่องมือและอุปกรณ์พื้นฐานที่ใช้ในกระบวนการเชื่อม มีองค์ประกอบดังนี้
1. เครื่องเชื่อม
2. สายไฟเชื่อม
3. หัวจับลวดเชื่อม
4. คีมจับสายดิน
5. ลวดเชื่อม

รูปที่1 ภาพแสดงโครงสร้างของเครื่องเชื่อมไฟฟ้า
1.1 การปรับกระแสไฟฟ้าของตู้เชื่อม
1.1.1 ลวดเชื่อมที่ใช้ในงานที่บริษัท พี แมช โปร จำกัด ส่วนใหญ่จะแบ่งออกเป็น 2 ขนาดด้วยกันนั่นคือ 1. ลวดเชื่อมขนาด 2.6 mm, 2. ลวดเชื่อมขนาด 3.2 mm
1.1.2 การตั้งกระแสไฟฟ้าในการเชื่อมไฟฟ้าให้ดูที่ข้างกล่องของลวดเชื่อม ซึ่งจะกำกับไว้ว่าค่าเป็นเท่าไหร่ในแต่ละท่าของการเชื่อม โดยท่าที่กำหนดไว้เป็นภาษาอังกฤษสามารถอธิบายได้ดังนี้
Flat = ใช้ในการเชื่อมแนวราบ
Vertical & Overhead = ใช้ท่าตั้งและท่าเหนือศรีษะ
V-Down = ในแนวตั้งด้านล่าง
V-Oh = ในแนวตั้งเหนือศรีษะ
รูปข้างล่างแสดงกระแสไฟฟ้าที่เหมาะสมของธูปเชื่อมที่บ่งชี้อยู่ข้างกล่องของธูปเชื่อม

รูปที่2 แสดงถึงจำนวนกระแสไฟฟ้าที่เหมาะสมที่ต้องใช้ในการเชื่อมไฟฟ้า
1.2 เทคนิคการเชื่อม (ข้อมูลอ้างอิงจาก http://oknation.nationtv.tv/blog/Ruswan)
กรรมวิธีการเชื่อมโลหะด้วยลวดเชื่อมหุ้มฟลักซ์ เป็นกรรมวิธีที่อาศัยการอาร์ค ระหว่างปลายลวดเชื่อมกับชิ้นงาน หลอมเป็นแนวเชื่อมได้อย่างต่อเนื่องและสมบูรณ์ จะต้องใช้ทักษะจากช่างเชื่อมในการปฏิบัติงานจึงจำเป็นอย่างยิ่งที่ช่างเชื่อมหรือผู้ปฏิบัติงาน จำเป็นต้องรู้ถึงเทคนิคต่างในการปฏิบัติงานดังนี้
1.2.1 เริ่มต้นการเชื่อมด้วยการขีดหรือเคาะธูปเชื่อมกับชิ้นงานที่ต้องการจะเชื่อมเพื่อให้เกิดการอาร์คเบื้องต้นก่อนการเชื่อมจริง โดยการเริ่มต้นการเชื่อมมี 2 วิธีด้วยกันนั่นคือวิธีเริ่มต้นอาร์คแบบเคาะ และการเริ่มต้นวิธีอาร์คแบบขีด
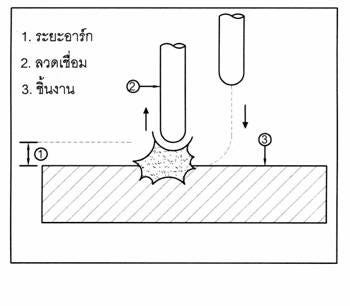
รูปที่3 แสดงถึงวิธีการเริ่มต้นอาร์กแบบเคาะ
1. วิธีขีด (Scratching) หรือวิธีเขี่ยลวดเชื่อม ซึ่งมีวิธีการปฏิบัติดังนี้
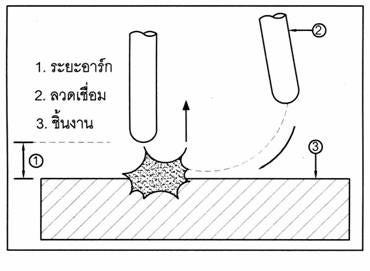
รูปที่4 แสดงถึงวิธีการเริ่มต้นอาร์คแบบขีด
2. การเริ่มต้นและสิ้นสุดแนวเชื่อม
คุณภาพของแนวเชื่อมนั้น ไม่ได้ดูตรงส่วนหนึ่งส่วนใดเป็นการเฉพาะแต่จะต้องดูตลอดทั้งแนว ช่างเชื่อมหลายคนไม่ประสบความสำเร็จเท่าที่ควร เนื่องจากละเลยข้อปฏิบัติการเริ่มต้น และการสิ้นสุดแนวเชื่อม จึงควรพิจารณาวิธีปฏิบัติดังนี้
2.1 การเริ่มต้นเชื่อม ควรเตรียมงานให้สะอาด ปราศจากสิ่งต่างๆ เช่น จาระบี, น้ำมันสนิม เพราะจะให้รอยเชื่อมที่ได้ไม่มีคุณภาพตามต้องการ การเริ่มต้นเชื่อมบริเวณจุดเริ่มต้นของแนวเชื่อมจะเริ่มจากการทำให้เกิดการอาร์ก เมื่อเกิดการอาร์กขึ้นแล้วให้ยกลวดเชื่อม ขึ้นประมาณ 2 เท่าของเส้นผ่านศูนย์กลางของลวดเชื่อม ทำมุมเชื่อมตามลักษณะของรอยต่อแบบต่างๆซึ่งมุมเชื่อมจะแตกต่างกันไป หลังจากนั้นให้สร้างบ่อหลอมเหลวซึ่งจะกว้างประมาณ 1.5–2 เท่า ของเส้นผ่านศูนย์กลางลวดเชื่อม
2.2 วิธีการเชื่อมเมื่อสิ้นสุดแนวเชื่อม เมื่อทำการเชื่อมถึงจุดสุดท้ายของแนวเชื่อม จะเป็นแอ่งปลายแนวเชื่อม (Crater) ซึ่งเป็นจุดที่มีความแข็งแรงต่ำสุดของแนวเชื่อม และเป็นจุดเริ่มต้นของการเกิดรอยร้าวขึ้นได้ จึงจำเป็นต้องเติมลวดเชื่อมที่ปลายแท่งโลหะให้เต็ม โดยให้เดินย้อนกลับเล็กน้อย แล้วหยุดเติมแอ่งปลายแนวเชื่อมให้เต็ม ดังแสดงในรูป 3
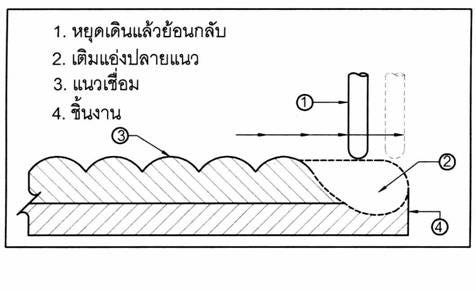
รูปที่5 วิธีการเชื่อมเมื่อสิ้นสุดแนวเชื่อม
3. การต่อแนวเชื่อม ลวดเชื่อมไฟฟ้าแบบหุ้มฟลักซ์ เมื่อเชื่อมจนลวดเชื่อมเหลือประมาณ 38.10 มม. จะต้องมีการเปลี่ยนลวดเชื่อมใหม่ และในการเปลี่ยนลวดเชื่อมใหม่ จะต้องมีการต่อแนวเชื่อม ซึ่งจะต้องเป็นแนวเดียวกันกับแนวเดิม และต้องมีความแข็งแรงและมีคุณสมบัติเท่ากับแนวเดิมด้วย ซึ่งวิธีการต่อแนวเชื่อมมีวิธีการปฏิบัติดังนี้
3.1 ในกรณีที่แอ่งปลายแนวเชื่อมยังร้อนอยู่ ให้เชื่อมต่อได้ทันทีโดยไม่ต้องเคาะทำความสะอาดโดยให้เริ่มต้นอาร์กจากแอ่งหลอมเหลวเดิมไปทางด้านหน้าประมาณ ½–1 นิ้ว ดังแสดงในรูปที่ 133 เริ่มอาร์คที่จุด A แล้วจึงถอยหลังกลับไปที่จุด B ซึ่งเป็นบ่อหลอมละลายของแนวเชื่อมเดิม (วิธีนี้ถ้าช่างเชื่อมขาดทักษะจะเกิดสแลกฝังในรอยเชื่อม)
3.2 ในกรณีที่แอ่งปลายแนวเชื่อมเย็นแล้ว ให้ทำความสะอาด โดยใช้ค้อนเคาะสแลก (Slag) ออก และใช้แปรงลวดขัดให้สะอาดอีกครั้งหนึ่ง หลังจากนั้นให้เริ่มต้นอาร์กห่างจากแอ่งหลอมเหลวเดิมไปทางด้านหน้าประมาณ ½ นิ้ว- 1 นิ้ว เช่นเดียวกับข้อ 2.3.1 ดังแสดงในรูป 133 เริ่มอาร์กที่จุด A แล้วจึงถอยกลับไปที่จุด B ซึ่งเป็นบ่อ หลอมเหลวของแนวเชื่อมเดิม
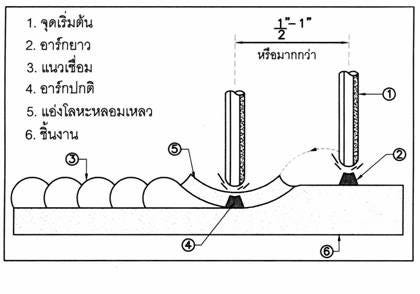
รูปที่6 แผนภาพในการต่อแนวเชื่อม
ข้อสังเกตในการต่อแนวเชื่อม ไม่ควรเริ่มต้นอาร์กใหม่ข้างแอ่งโลหะ ปลายแนวเชื่อมเพราะจะทำให้ความร้อนไม่เพียงพอที่จะหลอมเหลวเป็นเนื้อเดียวกันของแนวเชื่อม และการเติมลวดเชื่อมตามแนวท่อจะต้องควบคุมอย่าให้มากเกินไป เพราะจะทำให้แนวเชื่อมนูนกว่าแนวเดิม แต่ถ้าเติมลวดเชื่อมน้อยเกินไป จะทำให้แนวเชื่อมแบนและเกิดรอยแหว่ง
3.3 การเชื่อมแนวเส้นเชือก หมายถึง การเชื่อมโดยไม่ส่ายลวดเชื่อมขณะทำการเพียงแต่ควบคุมระยะอาร์กมุมของลวดเชื่อม และความเร็วในการเดินลาดเชื่อม เท่านั้น ซึ่งการเชื่อมแนวเส้นเชือกนี้ โดยทั่วไปจะใช้กับการเชื่อมในท่าขนานนอนและถ้าตั้งเชื่อมลง เพราะถ้าส่ายลวดเชื่อมอาจจะทำให้แนวเชื่อมไม่สมบูรณ์ โดยเฉพาะเกิดรอยแหว่งขึ้นได้
3.4 การเชื่อมส่ายลวดเชื่อม หมายถึง การลากลวดเชื่อมไปทางด้านข้างเพื่อให้ แนวเชื่อมมีขนาดกว้างขึ้น โดยทั่วไปแล้ว ความกว้างของแนวเชื่อมไม่ควรเกิน 5 เท่าของความโตลวดเชื่อม การเลือกรูปร่างหรือแบบของการส่ายลวดเชื่อม จะต้องคำนึงถึงชนิดของรอยต่อ ขนาดของแนวเชื่อม และตำแหน่งท่าเชื่อมด้วย การเชื่อมส่ายลวดเชื่อมนี้ โดยทั่วไปใช้เทคนิคนี้กับการเชื่อมรอยต่อร่องของตัววี สำหรับงานหนาๆและรอยเชื่อมพิลเลทบรอยต่อแบบต่างๆ หรือการเชื่อมเสริมทับกันหลายๆชั้น การเชื่อมส่ายลวดเชื่อมจะเป็นเทคนิคที่สำคัญอย่างหนึ่ง สำหรับการเชื่อมไฟฟ้าแบบอาร์ก รูปแบบการส่ายลวดเชื่อม อาจแบ่งตามลักษณะของตำแหน่ง ท่าเชื่อมดังต่อไปนี้
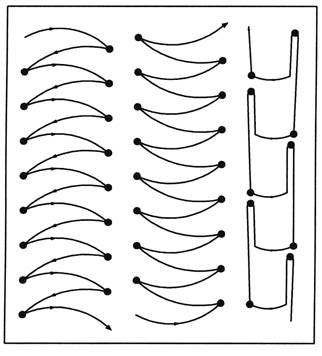
4. การส่ายลวดเชื่อมในตำแหน่งท่าเชื่อม ท่าราบ (Flat Surface) ดังแสดงในรูปที่ 134 (จุดสีดำตามแนบด้านข้างรอยเชื่อม หมายถึง จุดที่หยุดเติมลวดเชื่อมที่แนวด้านข้าง มากกว่าส่วนอื่น เพื่อป้องกันการเกิดรอยแหว่งที่ขอบแนวเชื่อม)
4.1 ถือลวดเชื่อมให้อยู่ในตำแหน่งตั้งฉากกับงาน
4.2 กดลวดเชื่อมลงไปเกาะหรือแตะบนแผ่นเหล็กเบาๆ แล้วรีบยกขึ้นโดยเร็วเมื่อเกิดการอาร์ก และให้ลวดเชื่อมเคลื่อนที่ไปข้างหน้าประมาณ 2–3 มม.
4.3 ปฏิบัติตามลำดับขั้นตอนอย่างต่อเนื่อง และหลายครั้งจนเกิดความชำนาญ

รูปที่7 แสดงการส่ายลวดเชื่อมในตำแหน่งท่าเชื่อมราบ
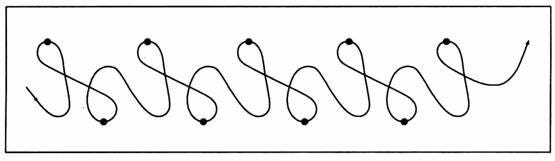
รูปที่8 แสดงการส่ายลวดเชื่อมในตำแหน่งท่าเชื่อมตั้ง
รูปที่9 แสดงการส่ายลวดเชื่อมในตำแหน่งท่าเชื่อมเหนือศรีษะ
บทความจาก ฝ่ายศูนย์บริการซ่อมรถปั๊มคอนกรีต