เกร็ดความรู้ทั่วไปเกี่ยวกับงานเชื่อม
“การเชื่อม” (Welding) เป็นกระบวนการที่ใช้สำหรับต่อวัสดุ (ส่วนใหญ่เป็นโลหะและพลาสติก) โดยใช้วิธีทำให้ชิ้นงานหลอมละลาย และเพิ่มเนื้อโลหะเติมลงในแอ่งหลอมละลายของวัสดุที่หลอมเหลว เมื่อเย็นตัวรอยต่อจะมีความแข็งแรงโดยบางครั้งจะใช้แรงดันร่วมด้วย ซึ่งตรงกันข้ามกับการบัดกรีอ่อน และการบัดกรีแข็ง ซึ่งไม่มีการหลอมละลายของชิ้นงานเพิ่มเติมลงไป
การเชื่อมมีหลายประเภทโดยจำแนกตามแหล่งพลังงานที่นำมาใช้ เช่น การใช้เปลวไฟแก๊สอ็อกซิเจน, การอาร์คโดยใช้กระแสไฟฟ้า, การใช้ลำแสงเลเซอร์, การใช้อีเลคตรอนบีม, การเสียดสี, การใช้คลื่นเสียง เป็นต้น
การเชื่อมเป็นกิจกรรมที่มีสภาพแวดล้อมมีความแตกต่างกัน เช่น การเชื่อมในพื้นที่โล่ง, พื้นที่อับอากาศ, การเชื่อมใต้น้ำ, การเชื่อมในพื้นที่อันตราย ความแตกต่างนี้ จึงทำให้ผู้ปฏิบัติงานควรมีความระมัดระวังเพื่อป้องกันอันตราย เช่น เกิดจากกระแสไฟฟ้า, ความร้อน, สะเก็ดไฟ, ควันเชื่อม, แก๊สพิษ, รังสีอาร์ค, ชิ้นงานร้อน, ฝุ่นละออง โดยผู้ที่ปฏิบัติงานต้องคำนึงถึงคำเตือนทางด้านความปลอดภัยอย่างเคร่งครัด

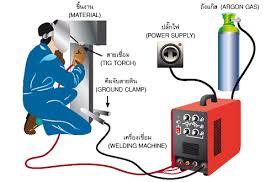
รูปที่ 1 แสดงถึงกระบวนการในการเชื่อม รูปที่ 2 แสดงถึงเครื่องมือและอุปกรณ์ในการเชื่อม
กระบวนการเชื่อมแบบต่างๆ
การเชื่อมอาร์ค
การเชื่อมอาร์คเป็นกระบวนการเชื่อมที่ใช้แหล่งจ่ายกระแสไฟฟ้าในการสร้างอาร์คระหว่างอิเล็คโทรดกับชิ้นงานโลหะที่จะเชื่อม ซึ่งตัวอย่างกระบวนการเชื่อมอาร์คที่เป็นที่รู้จักกันทั่วไปได้แก่
• Shielded metal arc welding (SMAW) หรือ การเชื่อมไฟฟ้า (Stick welding หรือ electric welding) คือการใช้แท่งอิเลคโทรดหรือธูปเชื่อมที่มีฟลักซ์ (flux) หุ้มอยู่ ฟลักซ์เมื่อแตกตัวและหลอมจะกลายเป็นสแลก (Slag) ทำหน้าที่ปกคลุมแนวเชื่อม ป้องกันการเกิดปฏิกิริยากับอากาศและความชื้นรายรอบแนวเชื่อม ซึ่งจะทำให้เกิดการปนเปื้อนและส่งผลให้คุณสมบัติของแนวเชื่อมไม่ได้ตามที่ออกแบบหรือไม่ได้มาตรฐาน การเชื่อมโดยใช้ลวดเชื่อมหุ้มฟลักซ์ (SMAW) หรือที่เรามักเรียกกันว่า “ก้านเชื่อมธูป” การเชื่อมแบบนี้ลวดเชื่อมจะมี ฟลักซ์หุ้มภายนอกแกนลวด และกระแสไฟฟ้าจะถูกส่งผ่านแกนลวดเชื่อมไปยังส่วนปลาย ซึ่งกระแสไฟฟ้าจะมีทั้งกระแสตรง (DC) และกระแสสลับ (AC)

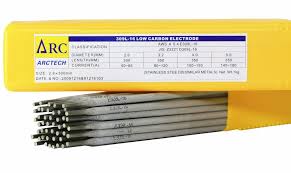
รูปที่ 3 แสดงถึงการเชื่อมไฟฟ้า รูปที่ 4 แสดงถึงก้านเชื่อมธูป
การเชื่อมทิกสามารถให้คุณภาพงานเชื่อมที่ดีเท่าเทียมหรือเหนือกว่ากระบวนการเชื่อมอื่นๆ เป็นกระบวนการที่ยืดหยุ่นคือ สามารถให้คุณภาพงานเชื่อมที่ดีได้สำหรับโลหะในงานเชื่อมส่วนใหญ่ อาจจัดได้เป็นกระบวนการที่เกือบจะไร้ขีดจำกัด
• Submerged arc welding (SAW)
การเชื่อม SAW ใช้การป้อนอิเล็คโทรดอย่างอัตโนมัติเข้าสู่แนวเชื่อม โดยมีผงฟลักปกคลุมอยู่ด้านบนตลอดเวลา บ่อหลอมและบริเวณที่เกิดการอาร์คจะจมอยู่ใต้ฟลักซ์ ที่ทำหน้าที่ปกคลุมป้องกันการปนเปื้อนและทำปฏิกริยากับความชื้นและอากาศรายรอบ
• Electroslag welding (ESW)
การเชื่อม ESW เป็นกระบวนการเชื่อมที่ให้ผลิตภาพสูง คือเชื่อมได้เร็วและมีปริมาณมาก ในการเชื่อมแต่ละแนวสามารถทำให้หนาได้ถึง 25 –300มม. ในทิศแนวดิ่งหรือใกล้เคียงกับแนวดิ่ง
• แหล่งจ่ายไฟสำหรับอาร์ค (Arc Power Source)
แหล่งจ่ายไฟสำหรับการเชื่อมอาร์ค หรือ Power Source หรือตู้เชื่อม ทำหน้าที่จ่ายกระแสไฟฟ้าเข้าสู่กระบวนการเชื่อมเพื่อให้เกิดการอาร์คขณะเชื่อม ตัวแหล่งจ่ายไฟนี้ทำหน้าที่เป็นหม้อแปลงด้วย เนื่องจากไฟฟ้าที่มาจากสายส่งสาธารณะนั้นมีแรงดันสูง 120 – 480 โวลต์ ตัวแหล่งจ่ายไฟ หรือตู้เชื่อมนี้จะลดแรงดันลงเหลือ 20 – 80 โวลต์ ซึ่งเป็นระดับที่เหมาะสมกับการใช้งาน และเพิ่มกระแสให้อยู่ในระดับใช้งานในช่วง 30 – 1500 แอมแปร์ กระแสไฟฟ้าที่ปล่อยออกมาสามารถปรับเปลี่ยนได้ตามความสามารถและการออกแบบของผู้ผลิต ซึ่งอาจทำได้อย่างใดอย่างหนึ่ง หรือทำได้หลายอย่างในตู้เดียวกัน ได้แก่ ไฟฟ้ากระแสตรง, ไฟฟ้ากระแสสลับ, กระแสแบบพัลส์, กระแสคงที่และแรงดันคงที่ เป็นต้น

รูปที่ 5 แหล่งจ่ายไฟสำหรับอาร์คของการเชื่อมไฟฟ้า
การเชื่อมแก๊ส
กระบวนการเชื่อมแก๊สที่ใช้แพร่หลายมากที่สุดคือ การเชื่อมออกซิเจน (Oxyfuel welding) หรือ Oxyacetylene welding ถือว่าเป็นกระบวนการเชื่อมที่เก่าแก่และมีความยืดหยุ่นมากที่สุด แต่ในปัจจุบัน สำหรับงานระดับอุตสาหกรรมแล้ว กระบวนการเชื่อมออกซิเจนได้รับความนิยมน้อยลง เว้นแต่การเชื่อมท่อ และการเชื่อมเพื่อซ่อมบำรุงที่ยังมีการใช้อยู่ ซึ่งโดยทั่วไปกระบวนการนี้จะใช้การเผาไหม้ระหว่างอะซิเตลีน และออกซิเจน เพื่อสร้างเปลวเพลิงที่มีอุณหภูมิสูงได้ถึง 3100 องศา แต่เนื่องจากเปลวเพลิงที่เกิดขึ้นนี้มีความหนาแน่นต่อพื้นที่ต่ำกว่าการเชื่อมอาร์ค ทำให้การเย็นตัวของแนวเชื่อมช้ากว่า นำไปสู่การเกิดความเค้นตกค้างมากกว่า ส่งผลให้เกิด การบิดเสียรูป
กระบวนการเชื่อมแก๊สนี้สามารถประยุกต์แยกย่อยตามลักษณะการใช้งานได้ดังนี้
• การเชื่อมด้วยแก๊ส โดยใช้เปลวนิวทรอล ทำโดยปรับแต่งปริมาณแก๊สเชื้อเพลิงและออกซิเจนให้เกิดเปลวกลางและเปลวในทับซ้อนกัน
• การตัดด้วยแก๊ส โดยใช้เปลวออกซิไดซิ่ง ทำโดยปรับแต่งปริมาณแก๊สเชื้อเพลิงและออกซิเจนโดยปรับแต่งให้เกิดเปลวนอก และเปลวใน สำหรับเปลวในจะมีความสว่างและแหลม
• การแล่นประสาน โดยเปลวคาร์บูไรซิ่ง ทำโดยปรับแต่งปริมาณแก๊สเชื้อเพลิงและออกซิเจนโดยปรับแต่งให้มีเปลวนอก เปลวกลาง และเปลวใน ให้เปลวกลางมีความยาวกว่าเปลวในประมาณ 0.5 – 1 เท่าตัว
• การบัดกรี

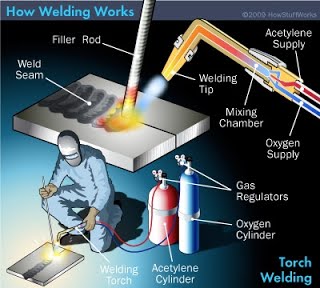
รูปที่ 6 รูปแสดงเครื่องมือการเชื่อมแก๊ส รูปที่ 7 รูปแสดงการเชื่อมแก๊สจริงหน้างาน
การเชื่อม Resistance
การเชื่อม Resistance เกี่ยวข้องกับการสร้างความร้อนจากการผ่านกระแสไฟฟ้าผ่านโลหะที่มีความต้านทานไฟฟ้า ซึ่งบริเวณที่มีความต้านทานสูงคือบริเวณรอยที่ผิวโลหะคนละชิ้นมาสัมผัสกัน จะเกิดความร้อนสูงสุด ทำให้โลหะหลอมละลายเกิดเป็นบ่อหลอมเชื่อมต่อโลหะทั้งสองชิ้นเข้าด้วยกัน โดยทั่วไปกระบวนการเชื่อมนี้ทำให้เกิดมลพิษต่ำ แต่มีข้อจำกัดด้านการใช้งานที่ไม่หลากหลาย และอุปกรณ์มีราคาแพง การเชื่อม Spot Weld เป็นการเชื่อม resistance ชนิดหนึ่งที่เป็นที่นิยมใช้งานเชื่อมต่อแผ่นโลหะที่วางซ้อนกันโดยมีความหนาได้ถึง 3 มิลลิเมตร ในการเชื่อมนั้น อิเล็คโทรดสองชิ้นจะทำหน้าที่นำกระแสเข้าสู่ชิ้นงานและกดชิ้นงานในเวลาเดียวกัน ข้อดีของกระบวนการนี้คือ ใช้พลังงานน้อย และไม่ทำให้ชิ้นงานเสียรูป ทำงานได้เร็ว ทำเป็นระบบอัตโนมัติได้ง่าย และไม่จำเป็นต้องใช้ลวดเติม แต่ความแข็งแรงของแนวเชื่อมที่ได้จะต่ำกว่าการเชื่อมด้วยกระบวนการอื่นๆ กระบวนการเชื่อม Spot weld นี้ใช้มากในอุตสาหกรรมรถยนต์ โดยประยุกต์ใช้กับแขนหุ่นยนต์ ในรถยนต์คันหนึ่งอาจมีรอยเชื่อม Spot ได้มากถึงหลายพันจุด การเชื่อม seam welding คล้ายกับการเชื่อม Spot แต่มีข้อแตกต่างที่การเชื่อมแบบ Seam นั้น รอยเชื่อมต่อเนื่องเป็นแนว ไม่ได้เป็นจุด เนื่องจากไม่ได้ใช้อิเล็กโทรดรูปแท่งแบบ Spot Weld แต่ใช้เป็นลักษณะวงล้อ
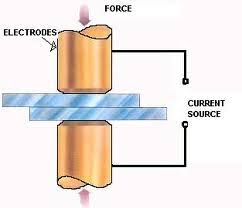
รูปที่ 8 แสดงถึงการเชื่อม Resistance หรือ spot welding
การเชื่อม Laser
การเชื่อมด้วยลำเลเซอร์ (Laser beam welding, LBW) คือกระบวนการหนึ่งของการเชื่อมวัสดุ โดยใช้พลังงานจากลำเลเซอร์หลอมชิ้นงานบริเวณที่ ลำเลเซอร์ตกกระทบ โดยพลังงานที่เข้าสู่ชิ้นงานมีความหนาแน่นสูง ทำให้สามารถเชื่อมโดยรอยเชื่อมแคบและลึกได้ เหมาะกับการเชื่อมงานที่ต้องการการซึมลึก การเชื่อมด้วยลำเลเซอร์นั้นอาศัยพลังงานความเข้มสูง (ระดับ 1 เมกะวัตต์ต่อตารางเซนติเมตร) ทำให้ได้บริเวณกระทบร้อน (Heat-Affected Zone,HAZ) ที่มีขนาดเล็ก และมีอัตราการเย็นตัวที่เร็ว ขนาดเส้นผ่านศูนย์กลางของลำเลเซอร์ ณ จุดที่เลเซอร์ตกกระทบชิ้นงานอยู่ระหว่าง 0.2 มม. ถึง 13 มม.

รูปที่ 9 แสดงถึงการเชื่อม Laser